Green ammonia
The Problem: The Carbon Intensity of Legacy Haber-Bosch
Ammonia production is a $72 billion global industry that accounts for nearly 3% of global greenhouse gas emissions. Traditional "brown" ammonia relies on Steam Methane Reforming (SMR) for its hydrogen feed, generating a massive carbon footprint of roughly 1.6 kg CO2e per kg of ammonia produced. As the maritime and agricultural industries look to decarbonize, there is an urgent need to engineer commercially viable, zero-carbon synthesis pathways. The challenge is replacing fossil-fuel-derived hydrogen with renewable electrolysis while balancing the complex thermodynamics and tight profit margins of the Haber-Bosch process.
The Outcome: 89x Carbon Reduction & Commercial Analysis
The simulation successfully demonstrated the technical mechanics required to deploy green ammonia, alongside a rigorous commercial reality check on current market viability.
Optimized Yields: The integration of the recycle stream drastically improved the hydrogen-to-ammonia conversion rate from an initial 19% up to an industry-standard 97%.
Massive Decarbonization: The green ammonia model successfully drove the emissions intensity down to 0.018 kg CO2e/kg NH3—an 89-fold reduction compared to the brown ammonia baseline.
Techno-Economic Analysis: Proved that green ammonia process yields highly valuable secondary oxygen, but the elevated utility costs of electrolysis currently limit profit margins to 4.0% (compared to 61.6% for brown ammonia).
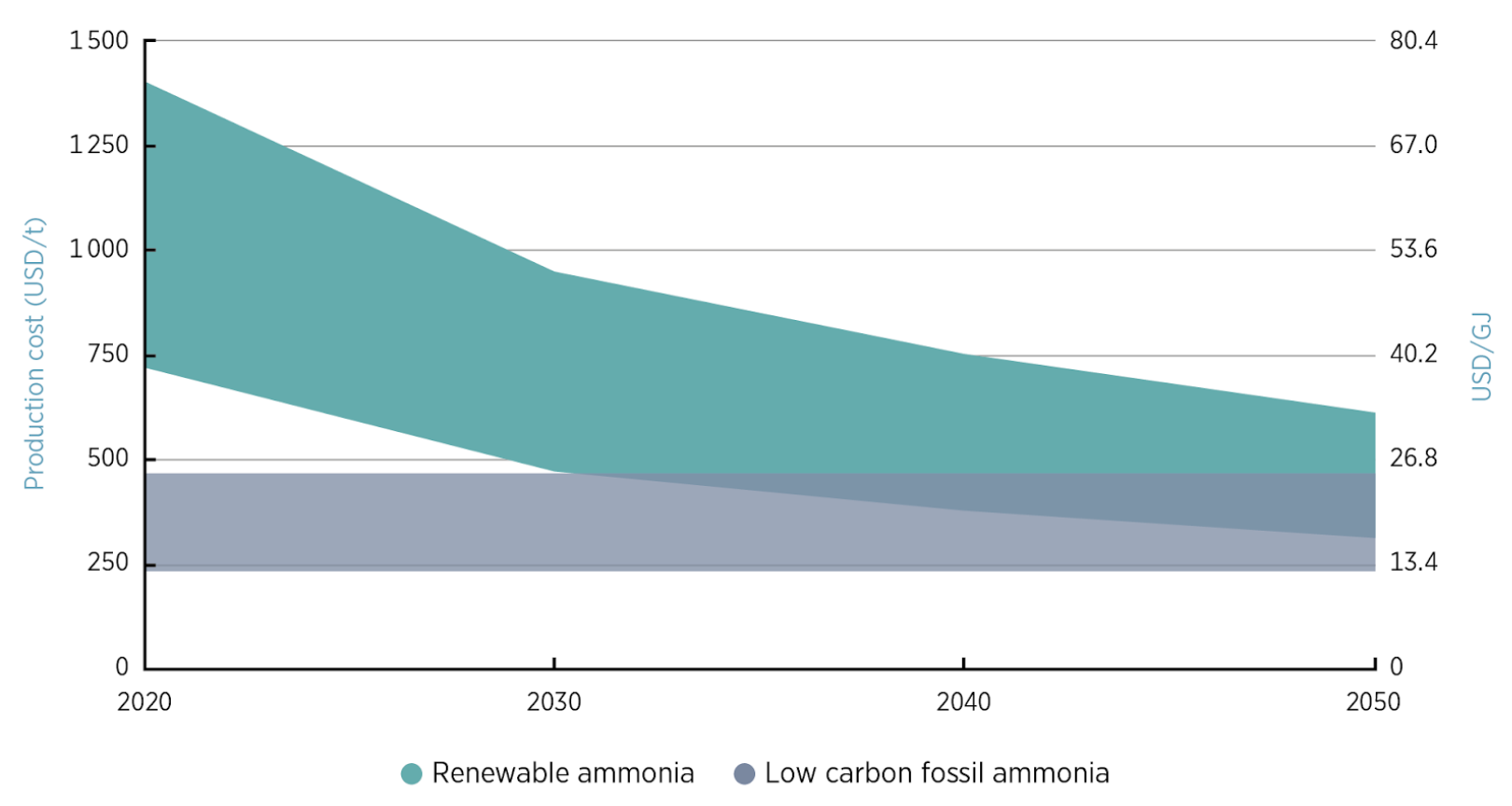
Market Strategy: Calculated that green ammonia requires a $0.77/kg price point or a $150/ton carbon tax to reach immediate economic parity, projecting viability by 2035 as renewable energy costs continue to scale down.
FUTURE WORK: Pairing this simulation with historical wind or solar farm data to analyze performance of the electrolyzer and impact on levelized cost and production output would be an interesting/cool extenision.
The Approach: Aspen Plus Simulation & Thermodynamic Modeling
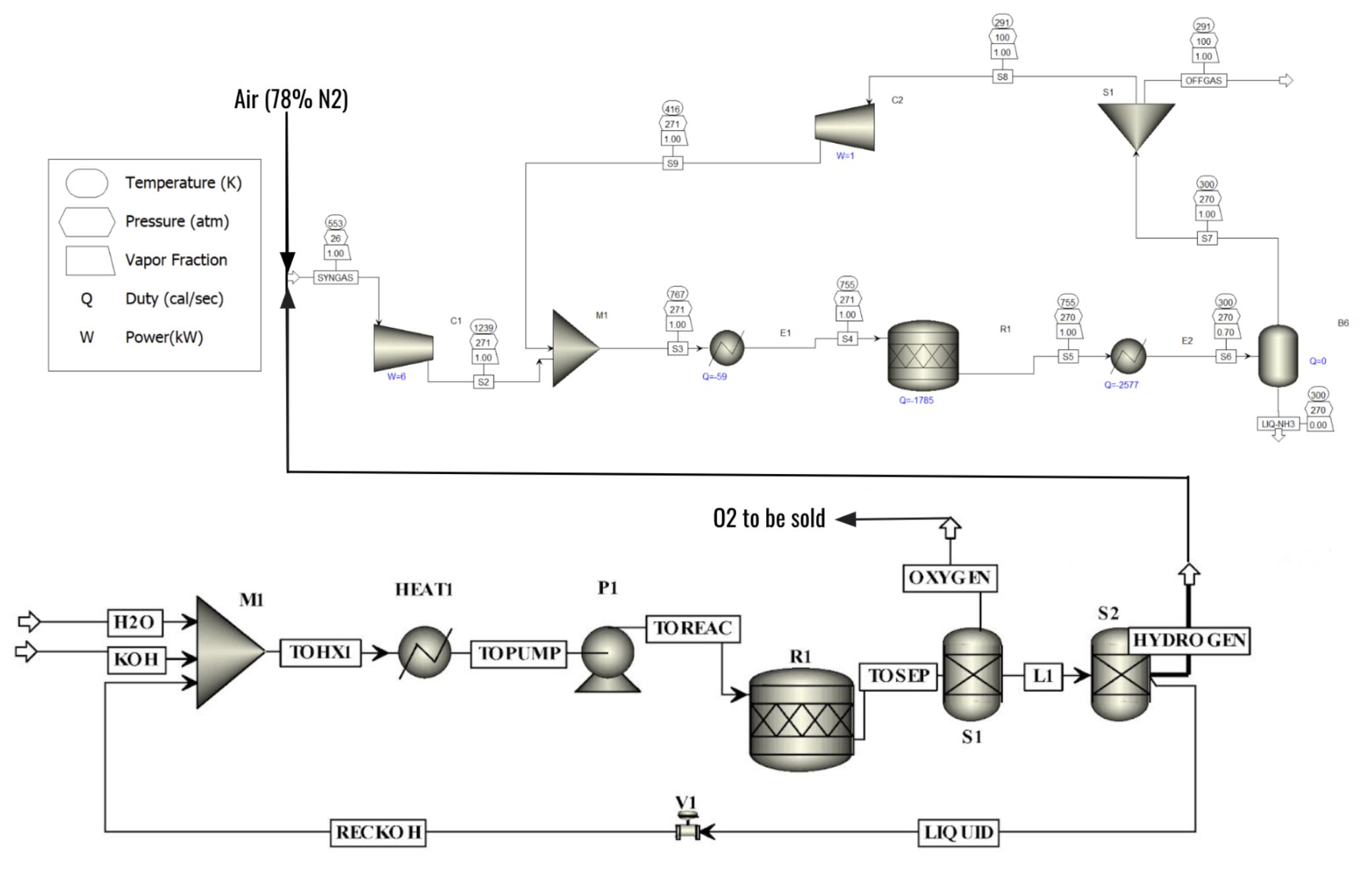
To design a sustainable and economically feasible synthesis plant, this project utilized Aspen Plus to model the mass and energy balances of parallel brown and green ammonia facilities, allowing for a direct thermodynamic and techno-economic comparison.
Process Simulation: Modeled continuous-loop chemical processes in Aspen Plus based on an initial feed stream of 1 kmol/hr.
Reactor Optimization: Modeled the Haber-Bosch reactor at high-stress conditions (755K and 271.4 atm) using the Redlich-Kwong modification of the RKS-BM property method to accurately handle the high temperatures and pressures required to overcome reaction activation energy.
Electrolysis Integration: Replaced the SMR feed with a modeled alkaline water electrolysis unit using a Non-Random Two-Liquid (NRTL) property method. Specified a 35% Potassium Hydroxide (KOH) to 65% water feed to prevent reactor corrosion while supplying the precise 3:1 hydrogen-to-nitrogen ratio needed downstream.
System Efficiency: Designed a strategic recycle stream loop to capture and recirculate unreacted feed gasses, overcoming the inherently low single-pass equilibrium limits of the reaction.